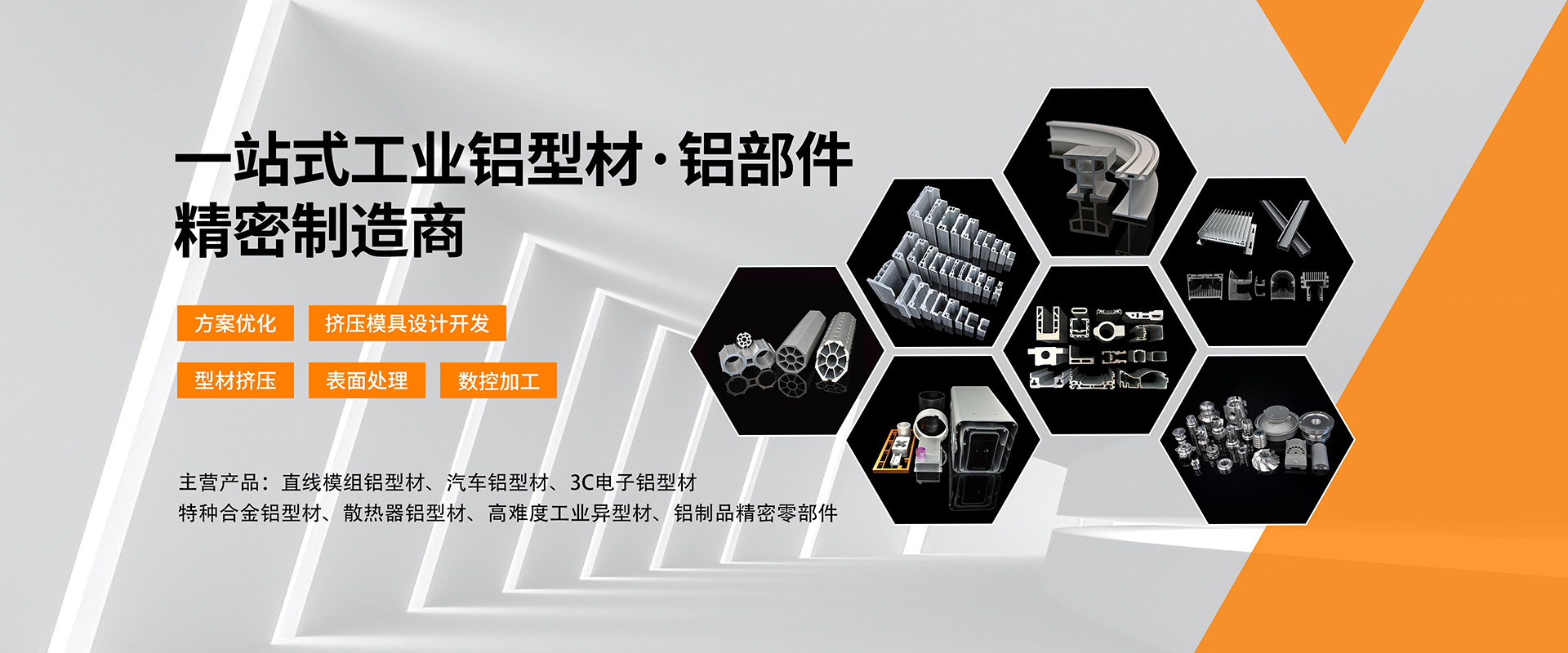

广东亚盈铝业有限公司专注于工业高精铝型材及精密铝零部件的研发、生产和销售。经历10余年的项目沉淀,亚盈建设了一支集铝型材工业结构设计、产品应用设计、制程工艺前置性优化分析的高素养技术团队。根据用户应用场景需求,我们提供产品可行性制造方案评估、方案优化、项目陪跑研发、铝型材模具设计开发、铝型材挤出、数控加工、表面处理、应用方案落地等综合性铝型材、铝制品定制服务!
亚盈主营;工业精密铝型材、直线模组铝型材、3C铝型材、汽车轻量化铝型材、机械铝部件、轨道交通铝部件、医疗零配件等铝型材制品,产品广泛应用于工业自动化智能装备、消费电子、轨道交通、医疗器械、汽车、船舶等领域。
亚盈自有600吨--4500吨智能挤压生产线,同时拥有熔铸、氧化、电泳、喷涂、数控加工中心等铝型材制品全套加工设备,具备各类精密铝部件、8.5米超长铝部件的加工能力,致力于为用户提供省心、高效、稳定的全方案个性化定制服务!
亚盈始终坚持“顾客需求至上”的服务理念,坚持体系化、系统化、数据化、数字化的管理方针,紧跟时代,持续创新!坚定使命-为用户提供最优质的精密铝型材应用解決方案!努力成为中国最专业的精密铝型材、精密铝部件技术•服务商,助力中国智能制造!


直线模组

3C数码电子

汽车零配件

锂电储能

灯饰照明

机械设备

散热器

家具装饰

本周(5月25日-5月29日,下同)宏观面偏向利空。海外方面,美伊谈判代表已就谅解备忘录达成一致,但...

微信

官网